
Technologia nawijania włóknem ciągłym (CFW) – wytrzymałość i precyzja GRP
Technologia CFW (Continuous Filament Winding) pozwala na produkcję rur GRP o wysokiej odporności chemicznej, sztywności i trwałości. Dowiedz się, na czym polega proces nawijania włókna szklanego i dlaczego to jeden z najczęściej wybieranych standardów w branży.

Nowoczesna technologia GRP – co wyróżnia metodę CFW?
Technologia nawijania włóknem ciągłym (CFW) to zaawansowany proces produkcji rur kompozytowych GRP, oparty na połączeniu włókna szklanego, żywicy poliestrowej i materiałów wypełniających. Dzięki precyzyjnej kontroli każdego etapu produkcji – od aplikacji żywicy po fazowanie i testy – uzyskuje się rury o wysokiej sztywności obwodowej, odporności chemicznej i wytrzymałości ciśnieniowej, idealne do zastosowań w instalacjach wodno-kanalizacyjnych, przemysłowych i infrastrukturalnych.
Proces produkcji rur GRP metodą CFW
Technologia CFW polega na ciągłym nawijaniu włókna szklanego na cylindryczny trzpień obracający się z dużą precyzją. Następnie łączone są warstwy żywicy poliestrowej, materiału wypełniającego (piasku) oraz materiałów powierzchniowych. Proces jest w pełni zautomatyzowany – sterowany przez układy PLC i PC, co gwarantuje wysoką powtarzalność i możliwość dokładnej kalibracji pod konkretne parametry (średnicę, klasę sztywności, ciśnienie). Wysoka jakość powstającej rury zapewnia trwałość, odporność na czynniki chemiczne i mechaniczną niezawodność w każdych warunkach.
Jakie materiały wykorzystuje się w technologii CFW?
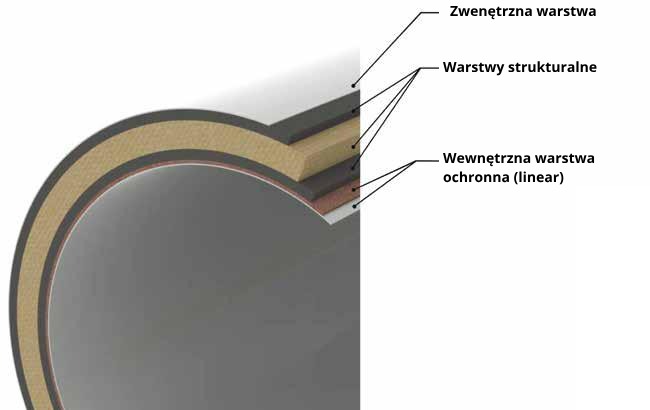
Podstawowym materiałem do produkcji rur GRP jest żywica poliestrowa – ortoftalowa lub tereftalowa. W przypadku specjalnych warunków projektowych stosuje się również żywice izoftalowe lub winyloestrowe, co pozwala dostosować właściwości rur do agresywnych środowisk chemicznych. W połączeniu z włóknem szklanym i piaskiem jako rdzeniem, otrzymuje się materiał kompozytowy o doskonałych parametrach technicznych i długiej żywotności.
Produkcja rur GRP metodą nawijania włóknem ciągłym (CFW)
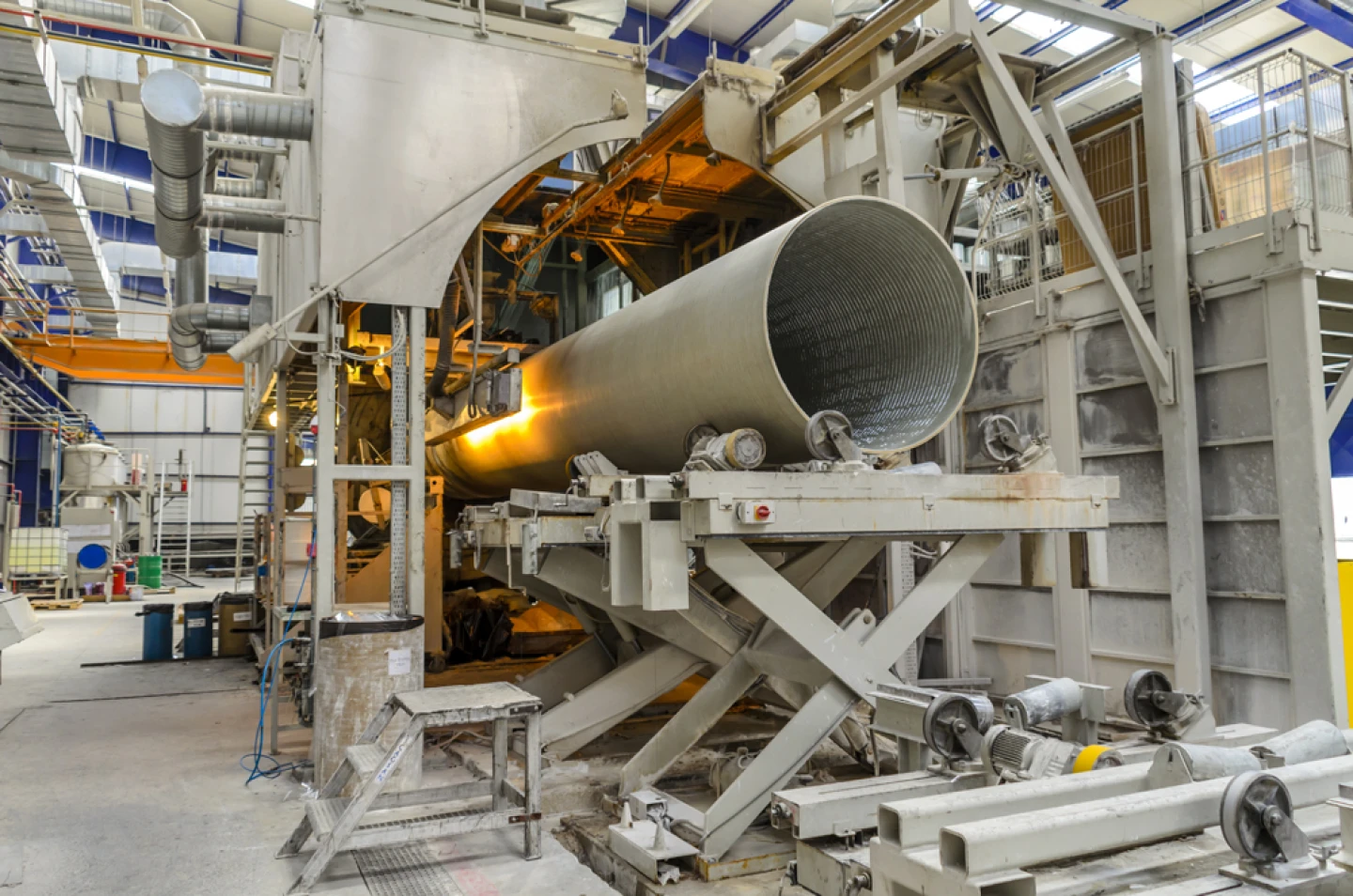
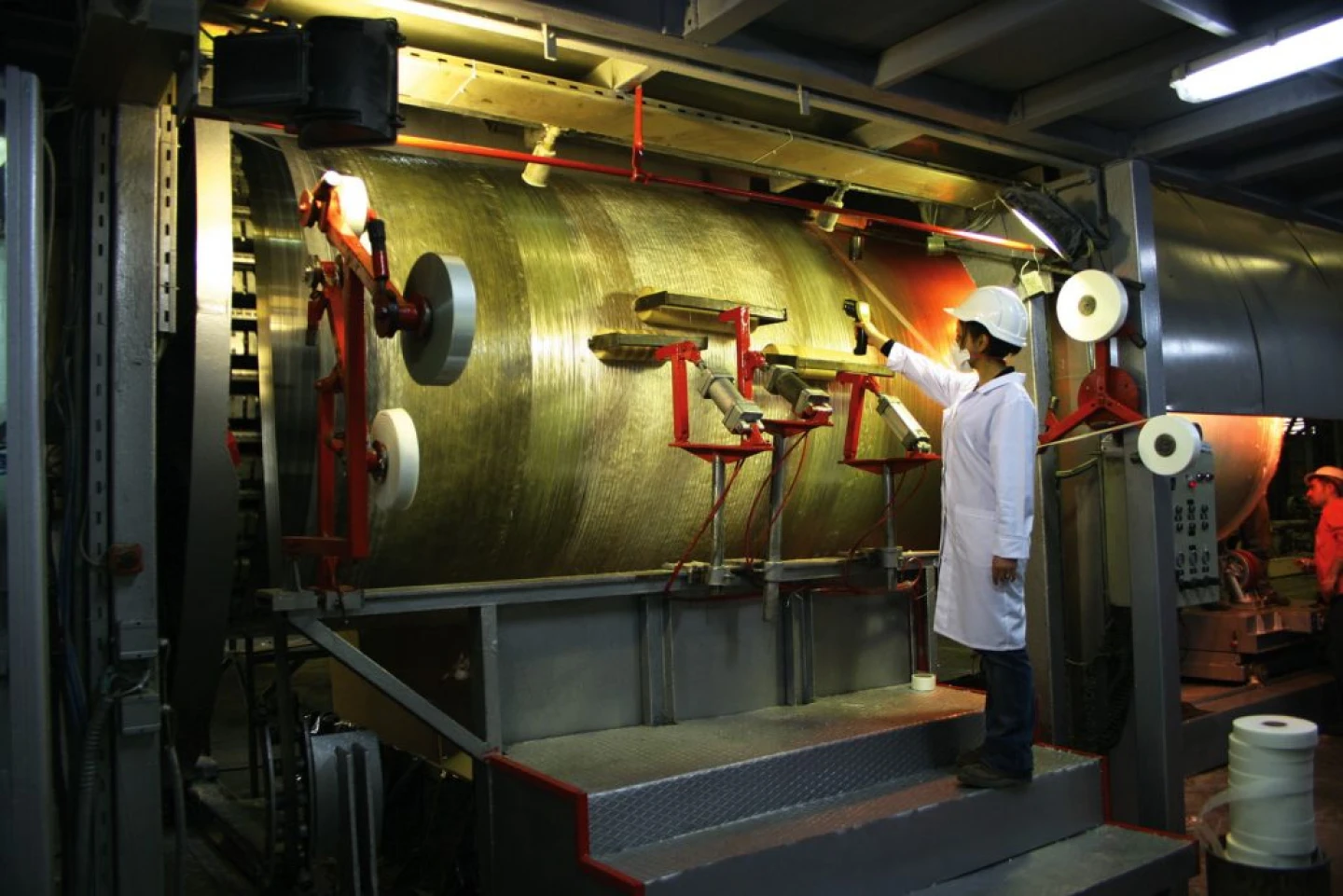
Główne urządzenie wykorzystywane w procesie nawijania włóknem ciągłym to linia produkcyjna oparta na ciągłej taśmie stalowej, która – wsparta na belkach – tworzy obrotowy trzpień cylindryczny.
W trakcie produkcji, przy pomocy programowalnych sterowników logicznych (PLC) oraz systemów komputerowych (PC), na trzpień precyzyjnie nakładane są warstwy włókna szklanego, żywicy, piasku jako materiału wypełniającego oraz materiałów powierzchniowych. System PLC‑PC gwarantuje pełną kontrolę nad procesem, zgodnie z wcześniej zaprogramowanymi parametrami.
Do systemu wprowadza się kluczowe dane techniczne:
średnicę rury, klasę sztywności oraz ciśnienie robocze. Komputer automatycznie oblicza wszystkie ustawienia produkcyjne. Parametry procesu, a w szczególności grubość ścianki rury, są ciągle monitorowane i archiwizowane, co umożliwia pełną identyfikowalność każdej wyprodukowanej partii.
Etap utwardzania laminatu odbywa się poprzez nagrzewanie – zastosowane elementy grzejne równomiernie podnoszą temperaturę w strefie utwardzania. Rozkład temperatury jest na bieżąco mierzony w wielu punktach i prezentowany graficznie na monitorze komputera, co pozwala zachować najwyższą jakość produktu końcowego.
Podawanie żywicy odbywa się równolegle z dwóch niezależnych linii. Na warstwę wewnętrzną rur do zastosowań korozyjnych stosowana jest żywica specjalna, natomiast na warstwę zewnętrzną oraz korpus rury – żywica standardowa.
Dzięki zintegrowanej jednostce tnącej z osiowym i promieniowym przesuwem, każda rura jest cięta czysto i precyzyjnie, zgodnie z zadanymi wcześniej wymiarami. Cały proces cięcia odbywa się automatycznie po zaprogramowaniu odpowiedniej długości rury.
Na końcu linii produkcyjnej rury trafiają na specjalne stojaki podnośnikowe, a następnie przechodzą przez sekcję fazowania, kalibracji oraz testów hydrostatycznych, które potwierdzają ich wytrzymałość i jakość wykonania.
Galeria – produkcja rur GRP metodą CFW
Zobacz, jak wygląda profesjonalna produkcja rur GRP w technologii nawijania włóknem ciągłym (CFW). Prezentujemy zdjęcia z różnych etapów procesu – od nawijania włókna, przez utwardzanie i cięcie, aż po testy jakościowe. Dzięki tej metodzie powstają wytrzymałe i precyzyjnie wykonane rury do najbardziej wymagających zastosowań.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}